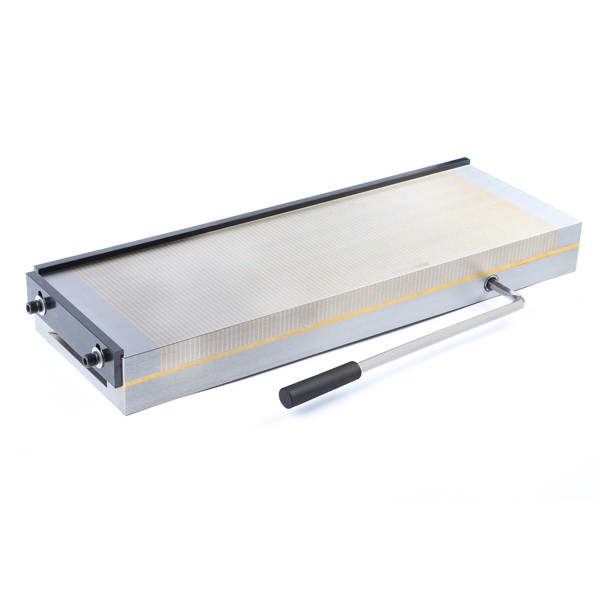
Magnetisk chuck med fin pol för Surface Srinder
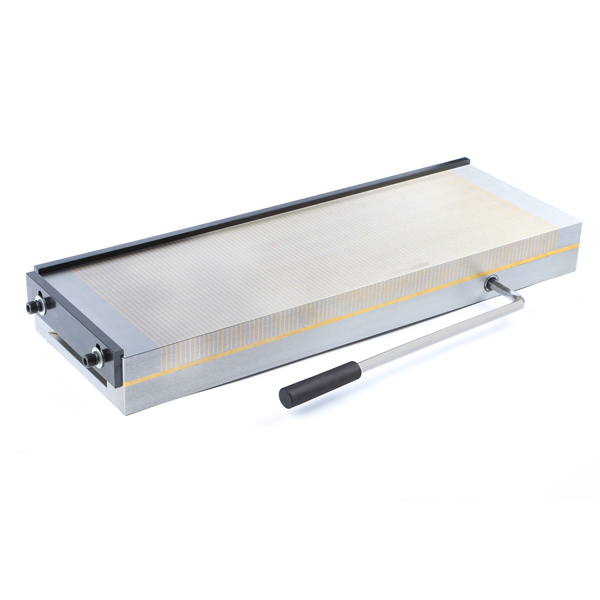
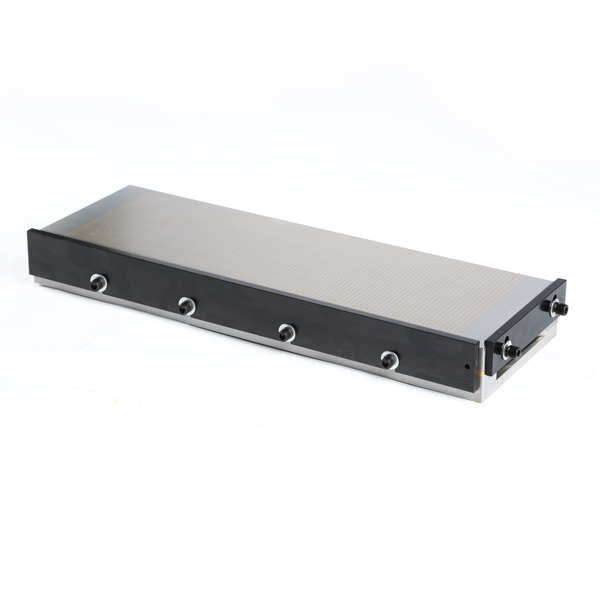
Tool Bees levererar hög kvalitetmagnetisk chucks tillverkade enligt högsta standard och finns tillgängliga i de flesta vanliga storlekar från lager, magnetiska chuckar är moderna enheter som ersätter skruvstycken, mekaniska klämmor och fixturer, vilket påskyndar ditt arbete under bearbetning av ferromagnetiska material.
Magnetiska chuckar kan spara mycket tid genom att klämma fast och lossa bearbetade komponenter, samtidigt som det gör arbetsstycket tillgängligt från 5 sidor utan att skada produkten. Målet med att använda magnetchuckar för att hålla i arbete har blivit populärt i tillverkningsanläggningar över hela världen.
Arbetsstycken för bearbetning hålls traditionellt på plats med hjälp av skruvar eller fixturer, men ämnet, gjutningen eller smidet kan också hållas med tillräckligt grepp för att tillåta fräsning, svarvning, borrning eller slipning.Magnetiska chuckar har använts ofta i ytslipningstillämpningar, men används nu även i vanliga maskinverkstäder.
| Beställningsnr. | Dimensionera | Magnetisk | Mellanrum | Vikt (kg) | ||
| (MM) | Tvinga | (JÄRN+KOPPAR) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 ELLER 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31,5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35,5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Fördelar med magnetchuckar
Fördelarna med magnetchuckar inkluderar:
Minskar inställningarna.
Ökad åtkomst till de många sidorna av ett arbetsstycke.
Förenklar arbetshållningen.
Magnetiska chuckar lätta att manövrera
Våra fördelar med att leverera magnetchuckar:
* Hög kvalitet garanterade magnetiska chuckar
* Magnetiska chuckar med konkurrenskraftigt pris
Användningsmetod
1. Sugkoppar bör rengöras före användning för att undvika repor som påverkar noggrannheten.
2. Placera arbetsstycket på sugbordet, sätt sedan in skiftnyckeln i axelhålet och vrid 1800 till PÅ medurs, sug sedan in arbetsstycket för bearbetning.
3. använd omgivningstemperatur vid -400C–500C.Ingen knackning är nödvändig för att förhindra magnetisk reduktion.
4. om arbetsstycket är färdigt, sätt in skiftnyckeln i axelhålet och vrid den 1800 gånger moturs till "AV", då kan arbetsstycket tas bort.
5. avsluta arbetsytan med rostskyddsolja för att förhindra korrosion.